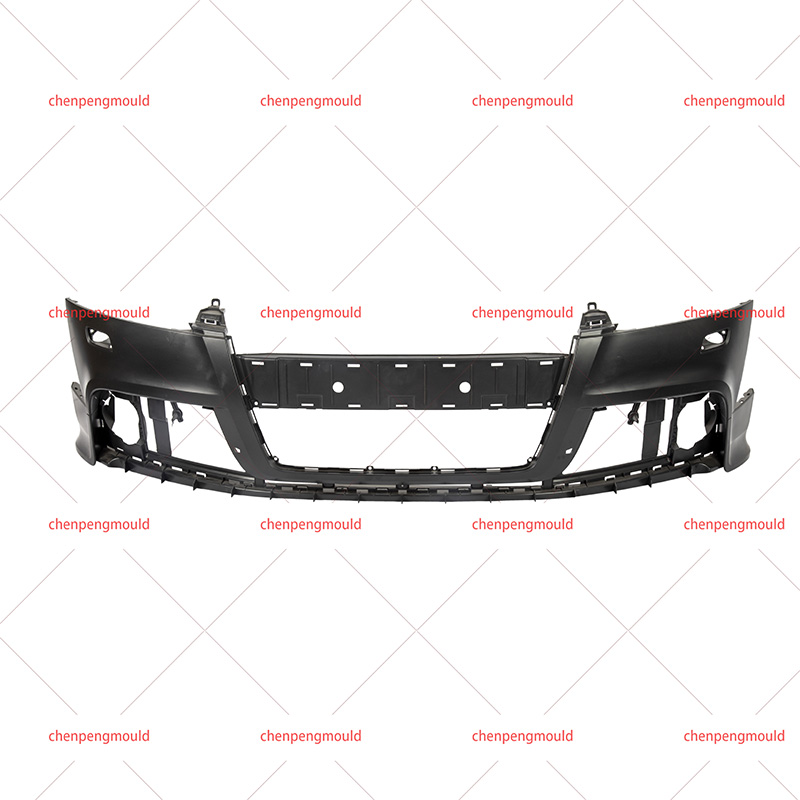
Why are car bumpers made from plastic using molding processes instead of metal?

The shift from metal to plastic for bumper covers is based on several material and manufacturing factors aligned with modern automotive design goals. The primary reason is weight reduction. Plastic composites are less dense than steel, contributing directly to lower vehicle weight, which improves fuel efficiency and reduces emissions. From a manufacturing perspective, injection molding allows for the efficient production of very complex, three-dimensional shapes in a single step. This includes integrating grille openings, light housings, sensor mounts, and aerodynamic features that would be difficult and costly to stamp or fabricate from metal.
Plastic offers advantages in low-speed impact performance. A molded plastic bumper cover is designed to be somewhat flexible and can absorb minor impacts through elastic deformation, often returning to its original shape. This can reduce repair costs for parking incidents. It also provides design flexibility, allowing for more dramatic curves, sharper character lines, and deeper textures that are economically unfeasible in metal stamping. Finally, plastic does not corrode, offering inherent resistance to rust from road salts and environmental exposure.
What types of plastic are commonly used, and how does the material affect the mold?
The common materials are engineering thermoplastics, chosen for their balance of strength, flexibility, and processing characteristics. Polypropylene (PP), often talc-filled for added stiffness, is a prevalent choice due to its good impact resistance, low cost, and low density. Polycarbonate/Acrylonitrile Butadiene Styrene (PC/ABS) blends are also widely used for bumpers requiring higher surface quality, better dimensional stability, and enhanced resistance to heat and chemicals.
The choice of material directly influences mold design and operation. Materials like PP have high shrinkage rates as they cool, which must be precisely calculated and compensated for in the mold's cavity dimensions. Abrasive filled materials (like talc-filled PP) accelerate wear on the mold's polished surfaces and moving components, potentially shortening its service life. Furthermore, the melt flow index of the plastic—how easily it flows when molten—determines the design of the mold's internal channels (runners and gates) and the required injection pressure. A material with poor flow requires larger gates and higher pressures to fill the thin, large-area sections of a bumper mold completely.
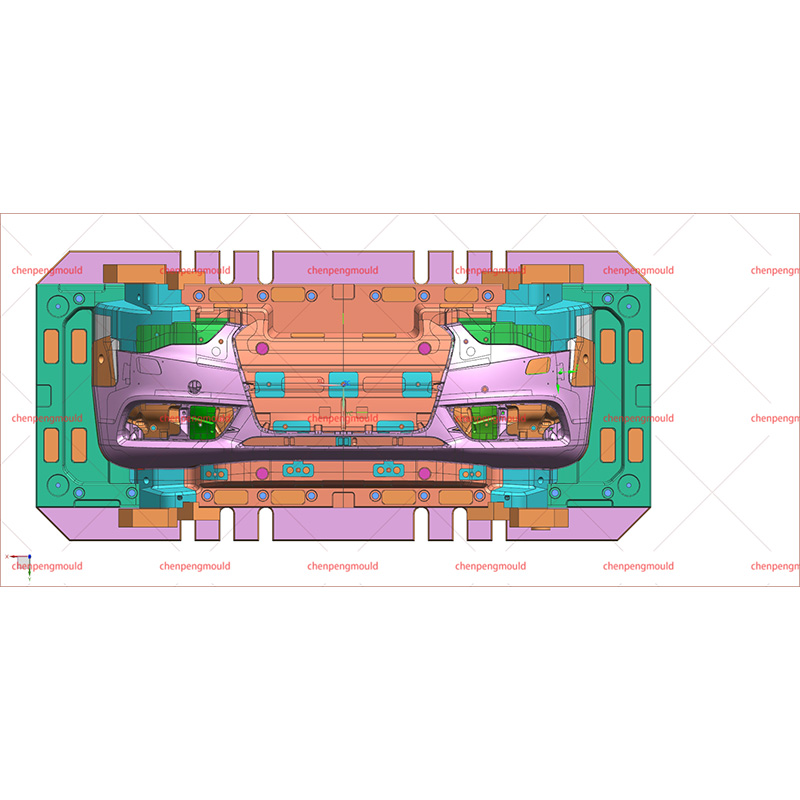
What are the main stages in the bumper molding process?
The process is a cycle executed in a large injection molding press. The stage is clamping, where the two halves of the steel mold are hydraulically forced together with high tonnage to resist the incoming pressure of the plastic. Next is injection, where plastic resin pellets are melted and then injected under high pressure through a nozzle into the mold's runner system, filling the cavity that defines the bumper's shape.
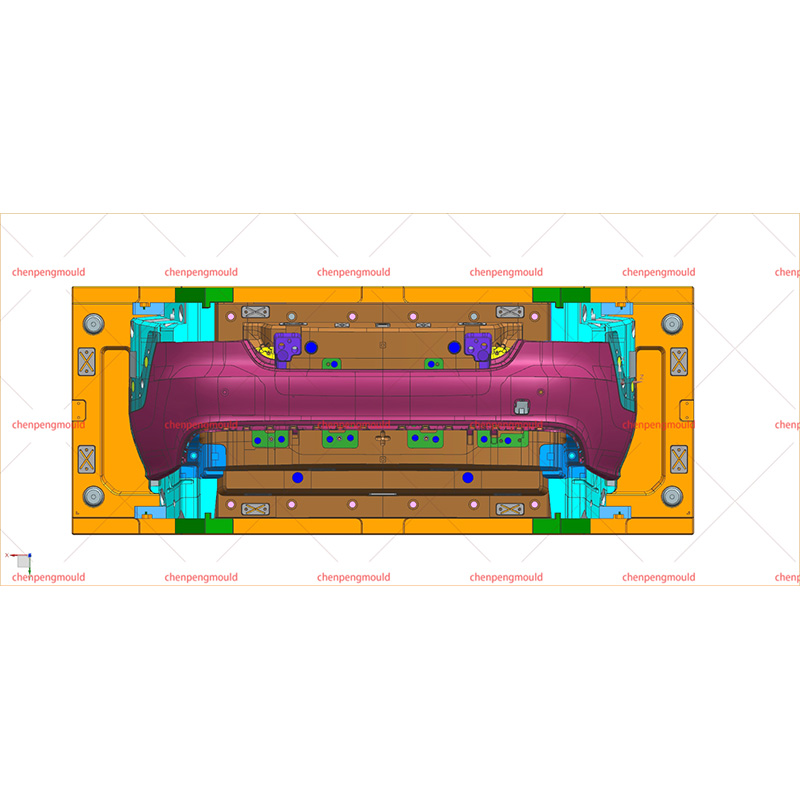
This is followed by the cooling (dwelling) stage, which is the longest phase of the cycle. Circulating coolant in channels within the mold extracts heat, allowing the molten plastic to solidify. Efficient cooling design is critical for reduce cycle time and preventing warpage. Once solid, the mold opens in the ejection stage. Hydraulic or mechanical ejector pins push the finished bumper out of the mold. The final stage is part removal, often automated by robots, after which the mold closes and the cycle repeats.
How is color and texture integrated into a molded bumper?
Color and texture are integral to the molded part, not applied afterward like paint on metal. Color is achieved by compounding precise amounts of color pigments or masterbatch into the raw plastic resin before it enters the molding machine. This results in a part that is colored throughout its thickness, making scratches less noticeable.
Texture is imparted by the surface finish of the bumper mold cavity itself. The steel cavity is polished to a mirror finish for a glossy bumper. For a matte or grained finish (common on lower bumper sections), the cavity undergoes a secondary process. This is typically chemical etching, where an acid treatment creates a textured pattern in the steel, or laser engraving for more precise and durable textures. When molten plastic fills the cavity, it precisely replicates this textured surface. This integrated approach eliminates the need for a separate painting step for the base color and texture, streamlining production.



 +86-18357617666
+86-18357617666