Applications of Automotive Injection Molds
The following sections describe where automotive injection molds are applied within a passenger vehicle, organized by functional system.

|
Vehicle System |
Example Components |
Typical Material |
Mold Cavity Count |
Part Weight Range |
|
Interior |
Dashboard, door panels, pillars, console |
PC/ABS, PP |
1–4 |
0.1–12 kg |
|
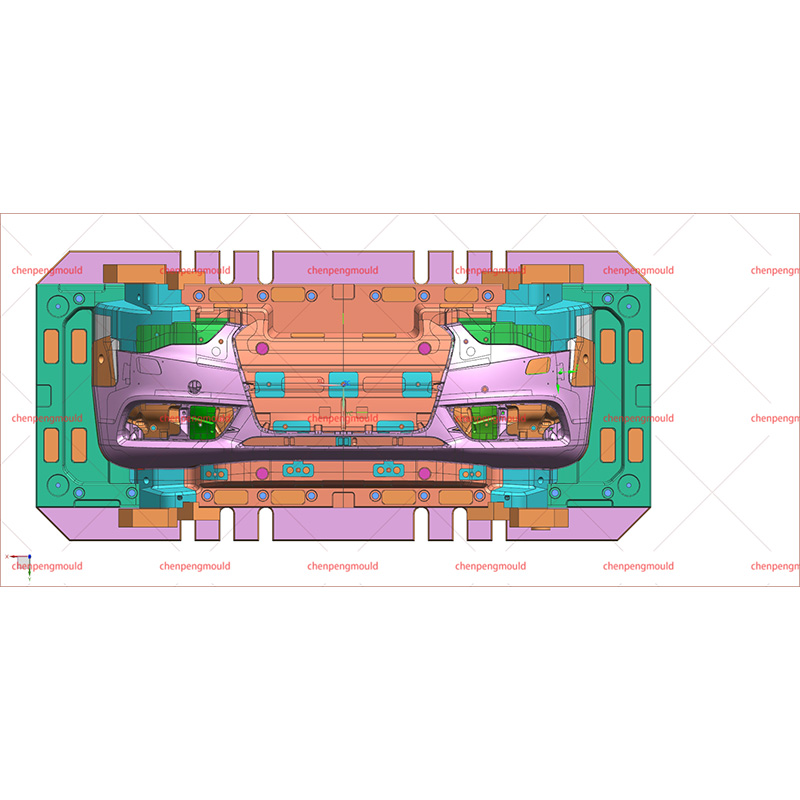
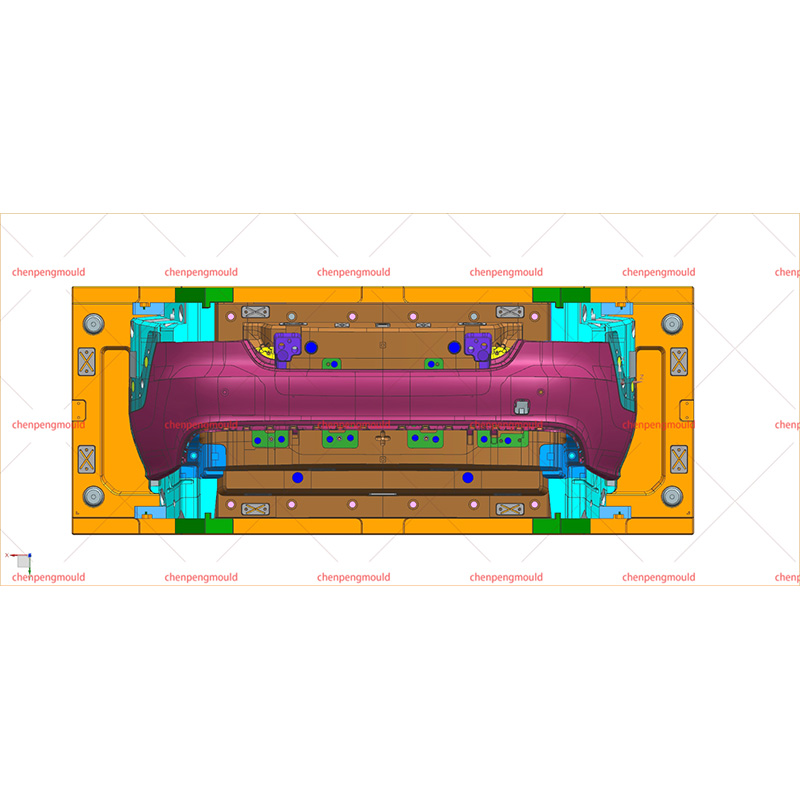
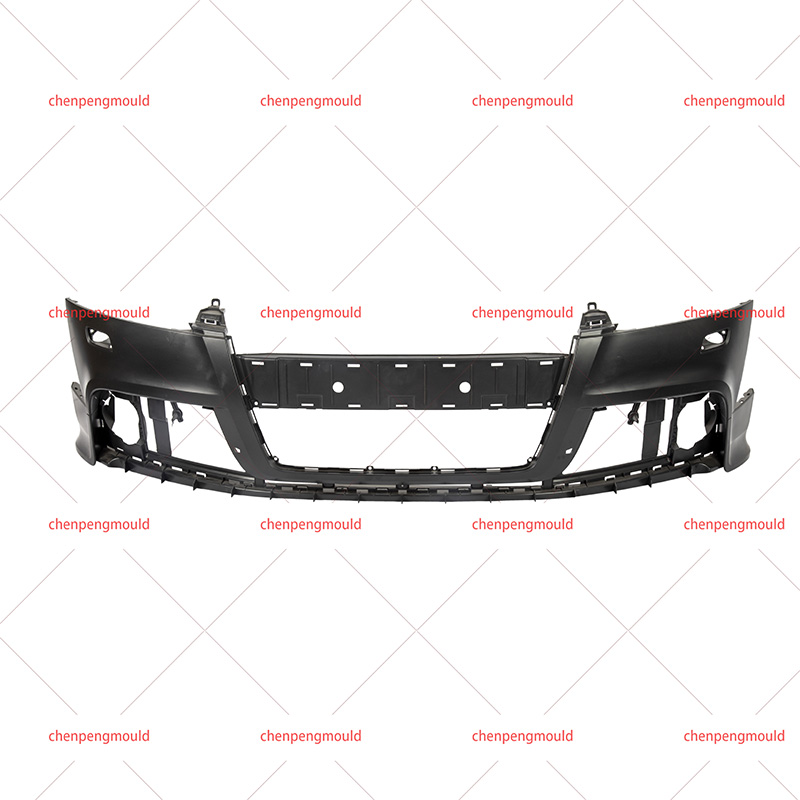
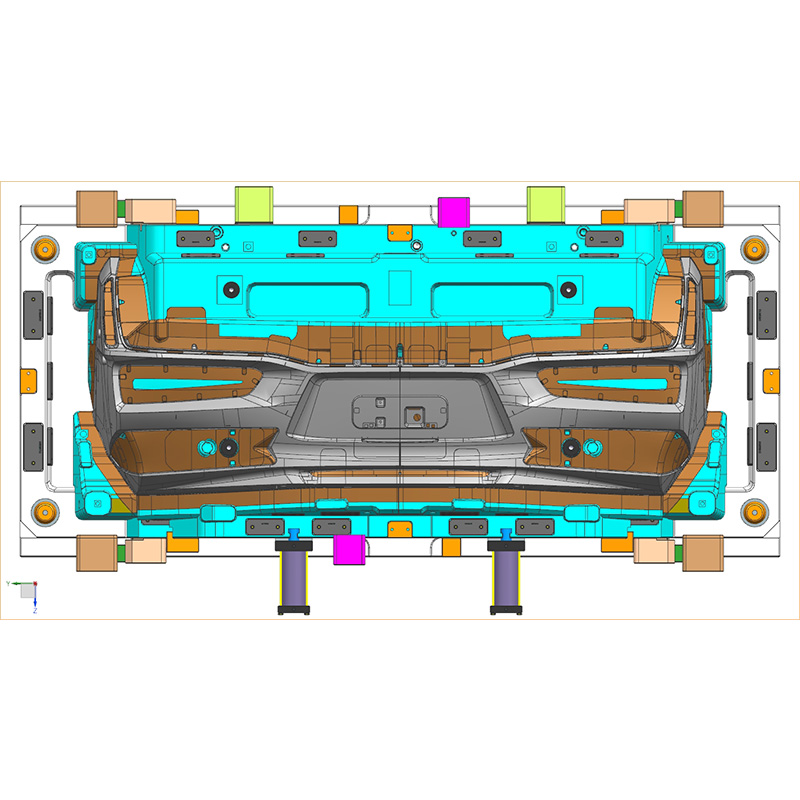
Exterior |
Bumper covers, grilles, and mirror housings |
TPO, PP/EPDM, ASA |
1 |
1–5 kg |
|
Under-hood |
Intake manifolds, fuse boxes, and engine covers |
PA66 (30–35% GF) |
1–8 |
0.05–2.5 kg |
|
Electrical/Lighting |
Connectors, lamp housings, light guides |
PBT, PA66, PC |
8–32 |
0.001–0.8 kg |
What Are the Main Uses of Automotive Injection Molds?
This part answers the question through two separate sections with distinct headings. Each section contains numbered paragraphs.
Structural and Functional Uses of Injection Molds
1. Producing lightweight structural components that replace metal.
One main use of automotive injection molds is to manufacture parts that reduce vehicle mass while maintaining mechanical strength. For example, a rear tailgate inner panel molded from long-glass-fiber polypropylene (PP-LGF40) weighs 4.5 kg, compared to 9.8 kg for a steel stamping. The injection mold creates integrated features—ribs, bosses, and mounting points—that would require separate welding or fasteners in metal. The rib pattern, typically 2–3 mm thick and spaced 30–40 mm apart, increases the stiffness-to-weight ratio by 2–3 times compared to solid plastic. For structural components like front-end modules (carrying headlamps, radiator, and bumper beam), the mold must hold tolerances of ±0.3 mm on mounting points to ensure proper assembly with metal chassis parts.
2. Enabling integration of multiple functions into a single part.
Injection molds consolidate what were previously assemblies of several components. A door module carrier—molded from PP with 20% talc—integrates the window regulator, speaker housing, wiring clips, and moisture barrier into one substrate. The mold design includes recesses for steel inserts (threaded nuts or clips) that are placed by robotic arms during the molding cycle (insert molding). This integration reduces part count from 12 separate components to 1, saving assembly time and logistics cost. For a vehicle production volume of 200,000 units per year, a single integrated door module carrier reduces assembly labor by 2.5 hours per vehicle compared to multi-part construction.
Production Efficiency and Cost-Control Uses of Injection Molds
1. Achieving high-volume production with consistent cycle times.
Automotive injection molds are designed for production runs of 100,000 to 2,000,000 parts per mold. A typical mold for a fuse box cover (0.3 kg, PA66) operates on a 35-second cycle: 5 seconds to close and clamp, 8 seconds to inject, 18 seconds to cool, and 4 seconds to open and eject. Over 24 hours, one mold produces 2,400 parts. For high-volume vehicles (300,000 units/year), multiple cavities (4–8) in a single mold increase output to 10,000–20,000 parts per day. The mold’s cooling channel layout determines cycle time: conformal cooling (channels following the part contour) reduces cooling time by 20–30% compared to straight drilled channels. A reduction of 5 seconds per cycle increases annual output by 120,000 parts per mold.
2. Reducing material waste through precision gating and runner systems.
Injection molds minimize scrap by controlling how plastic flows from the nozzle to the cavity. Hot runner systems keep the plastic molten in the manifold, eliminating the solid runner (waste channel) that cold runner molds produce. For a 50-gram part, a cold runner might add 30 grams of waste (60% of part weight), whereas a hot runner adds 0–5 grams. Over 500,000 cycles, a hot runner mold saves 12,500 kg of plastic—approximately $18,750 at $1.50/kg for polypropylene. Three-plate molds (a third plate separates the runner from the part) allow automatic separation of the runner and the part, but still generate waste that must be reground. For engineering plastics like PBT or PA66 (costing $3–5/kg), the hot runner system pays for itself within 150,000–200,000 cycles.


 +86-18357617666
+86-18357617666