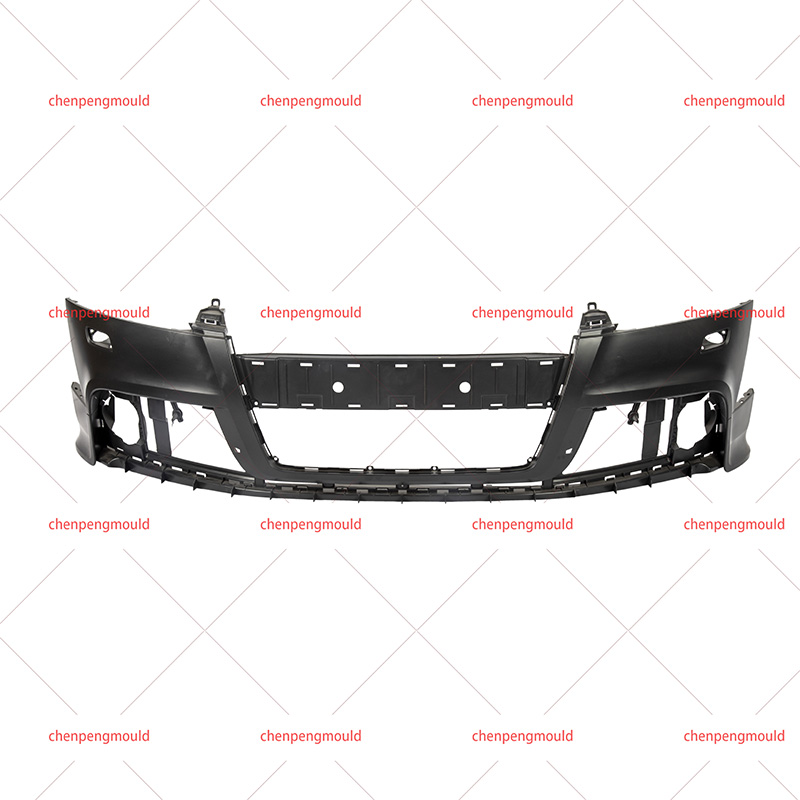
Front bumper components demand high geometric stability due to their large surface area, thin-wall structure, and complex reinforcement ribs. Even minor deformation after molding can affect assembly alignment, sensor positioning, and exterior aesthetics. Front Bumper Molding Manufacturer capability is often evaluated based on how well warping is controlled across different production cycles.
Warping is not a single-event defect. It develops gradually from internal stress imbalance, thermal inconsistency, and structural asymmetry during molding and cooling stages.
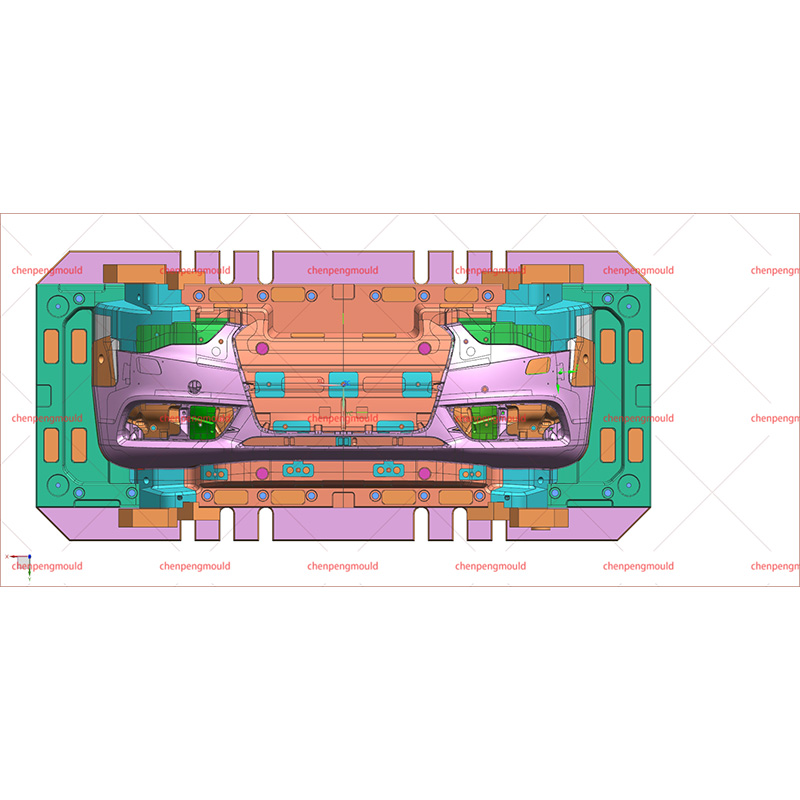
Uneven cooling distribution inside large bumper molds
Cooling behavior plays a decisive role in bumper stability. Front bumpers contain both thick reinforcement zones and thin decorative surfaces, creating inconsistent heat dissipation patterns.
Technical observations:
- Thick rib areas retain heat longer than outer skins
- Edge regions cool faster, creating shrinkage imbalance
- Temperature gradients generate internal stress fields
Studies on injection molded automotive parts show that uneven cooling creates differential shrinkage between thick and thin sections, which becomes a major origin of deformation and dimensional instability .
A well-optimized cooling layout requires balanced channel placement and stable mold temperature control across the entire cavity surface.

Structural imbalance in bumper geometry design
Modern front bumpers integrate aerodynamic styling, sensor housings, and reinforcement ribs within a single molded structure. This complexity introduces stress concentration zones.
Common structural risk points:
- Sudden wall thickness transitions
- Deep rib intersections without relief angles
- Asymmetric reinforcement layouts
Injection molding studies confirm that uneven wall thickness generates non-uniform shrinkage rates, which builds internal stress during solidification .
Once stress distribution becomes uneven, the final part tends to bend toward lower rigidity regions after ejection.
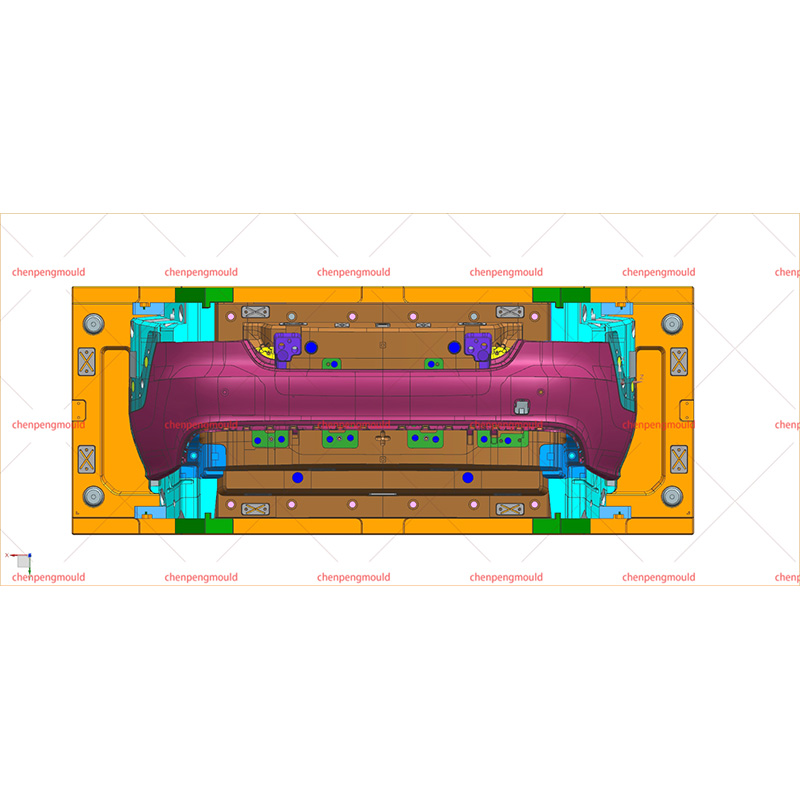
Gate positioning influence on flow balance
Gate design determines how molten polymer fills the cavity. Improper placement disrupts flow symmetry across the bumper body.
Typical gate-related issues:
- Single gate feeding long flow paths
- Flow front collision forming weld lines
- Delayed filling in far-end sections
Weld lines not only weaken bonding strength but also create localized stiffness differences, which contribute to post-molding distortion under thermal relaxation .
Balanced multi-point gating systems are often required for wide bumper geometries to stabilize flow behavior.
Residual stress locked during injection stage
Internal stress forms during three main phases: filling, packing, and cooling. In bumper molding, this stress becomes more pronounced due to long flow lengths.
Key stress sources:
- Molecular orientation caused by high injection speed
- Pressure retention during packing phase
- Rapid surface solidification trapping internal strain
Research shows that excessive injection pressure and fast filling speed significantly increase internal stress accumulation, which later expresses as deformation or dimensional drift .
This stress remains hidden inside the part until thermal relaxation begins after demolding.
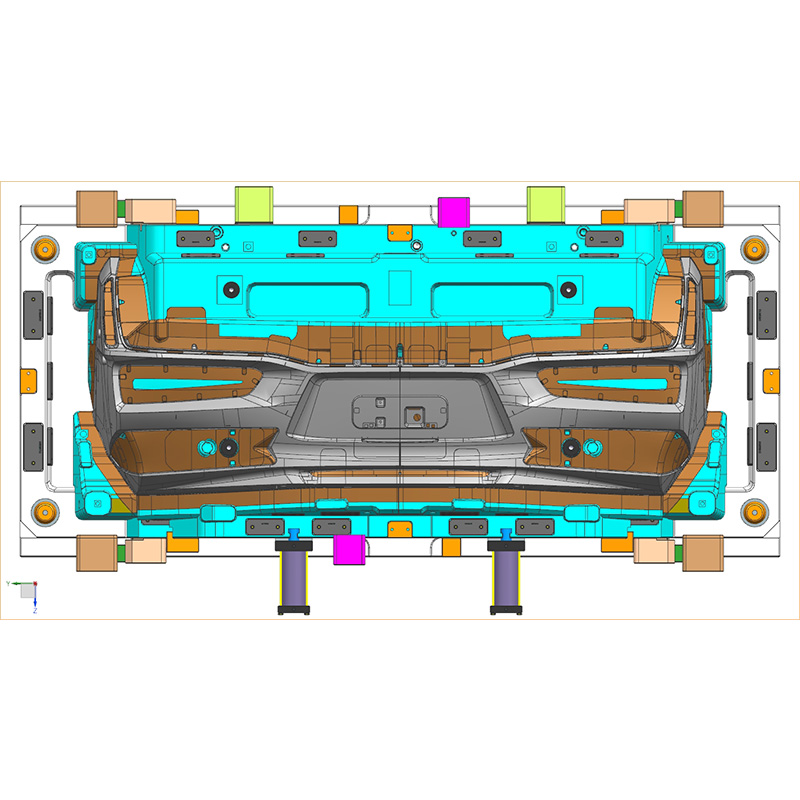
Ejection imbalance and mechanical distortion
Even a well-designed bumper can distort during ejection if force distribution is uneven.
Common contributing factors:
- Ejector pins placed asymmetrically
- Insufficient draft angle in deep rib zones
- High friction between mold surface and part
During release, localized stress concentration can twist thin bumper sections, especially around long horizontal spans.
Once deformation starts at this stage, post-processing correction becomes difficult without rework.
Material shrinkage inconsistency in PP and ABS blends
Front bumpers often use PP, PP+EPDM, or ABS blends. Each material behaves differently during cooling and crystallization.
Observed behavior patterns:
- Higher crystallinity increases shrinkage variability
- Additive dispersion affects thermal contraction stability
- Recycled content introduces inconsistent flow behavior
Material inconsistency amplifies geometric deviation, especially in large-area exterior panels where uniformity is critical.
Post-molding cooling environment influence
After ejection, bumper parts continue stabilizing outside the mold. Cooling environment differences can reshape final geometry.
Key environmental factors:
- Uneven air cooling across large surfaces
- Improper stacking or support positioning
- Localized heat retention in thick sections
Uneven post-cooling conditions often intensify minor warpage that was already present at ejection stage.


 +86-18357617666
+86-18357617666