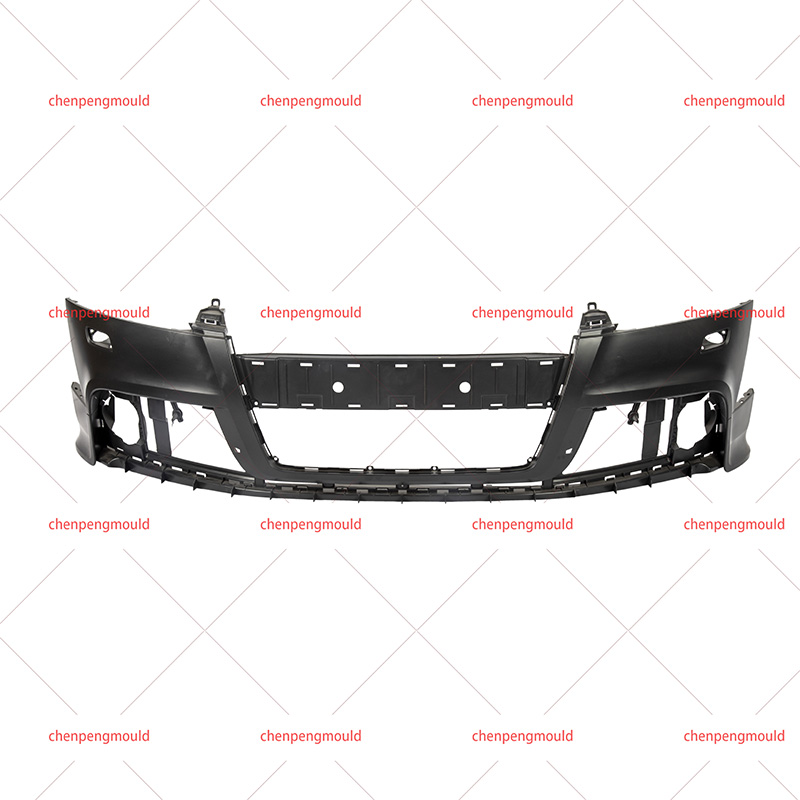
Plastic bumper mould quality has become a major concern in automotive exterior production, especially as vehicle designs grow thinner, more complex, and more impact-sensitive. A Plastic Bumper Mould is expected to produce durable components with stable geometry, yet cracking problems still appear across different production lines. These failures are rarely caused by a single factor and usually come from a mix of process imbalance, material behavior, and structural stress concentration.
Internal stress buildup inside bumper geometry
Automotive bumper structures contain long flow paths, variable wall thickness, and reinforced rib zones. These features create uneven shrinkage during cooling, which becomes a major trigger for micro-cracks.
Key technical factors:
- Uneven cooling rate between thick and thin sections
- Residual stress locked inside rib-to-skin transition areas
- Stress concentration around mounting holes and clips
Industry analysis shows that residual stress is one of the dominant root causes of cracking in molded plastic parts because it accumulates during filling and cooling stages and remains hidden until external force is applied.
A bumper mould designed without balanced cooling channels often amplifies this issue, especially in high-gloss exterior surfaces.
Material behavior under high shear flow
Modern bumper parts commonly use PP, PP+EPDM, or ABS blends. These materials behave differently under high injection pressure. Excessive shear during filling can weaken molecular chains and reduce impact resistance.
Typical risk conditions:
- High injection speed in thin-wall bumper edges
- Poor melt temperature control causes uneven viscosity
- Excessive back pressure during plasticizing
Research shows that excessive shear and thermal stress can degrade polymer chains, making the final molded part more brittle and prone to cracking.
This explains why cracking often appears near sharp design transitions or decorative trim zones.
Mold design limitations affecting stress distribution
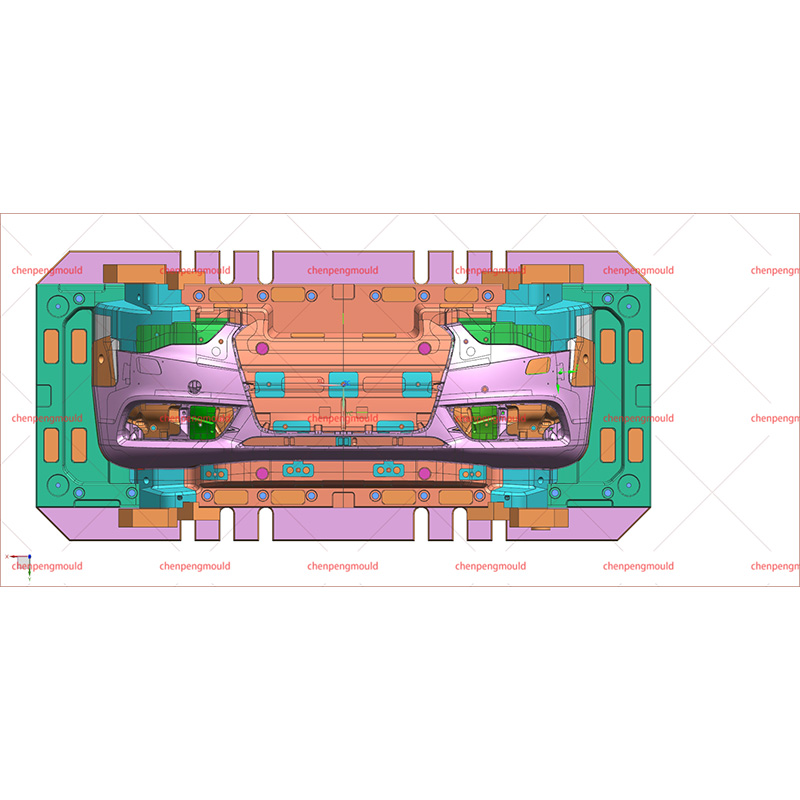
A Plastic Bumper Mould is not just a cavity tool; it is a thermal and pressure control system. Small design errors can significantly increase crack risk.
Common structural weaknesses include:
- Improper gate position causing uneven flow front collision
- Poor venting design trapping air and increasing pressure spikes
- Sharp corner radii that intensify stress concentration
- Uneven runner layout causing delayed filling zones
Cracks frequently appear at weld lines, where two flow fronts meet and fail to fully fuse, leaving a weak bonding interface inside the part structure .
These weak zones are especially sensitive under vibration or minor collision impact.
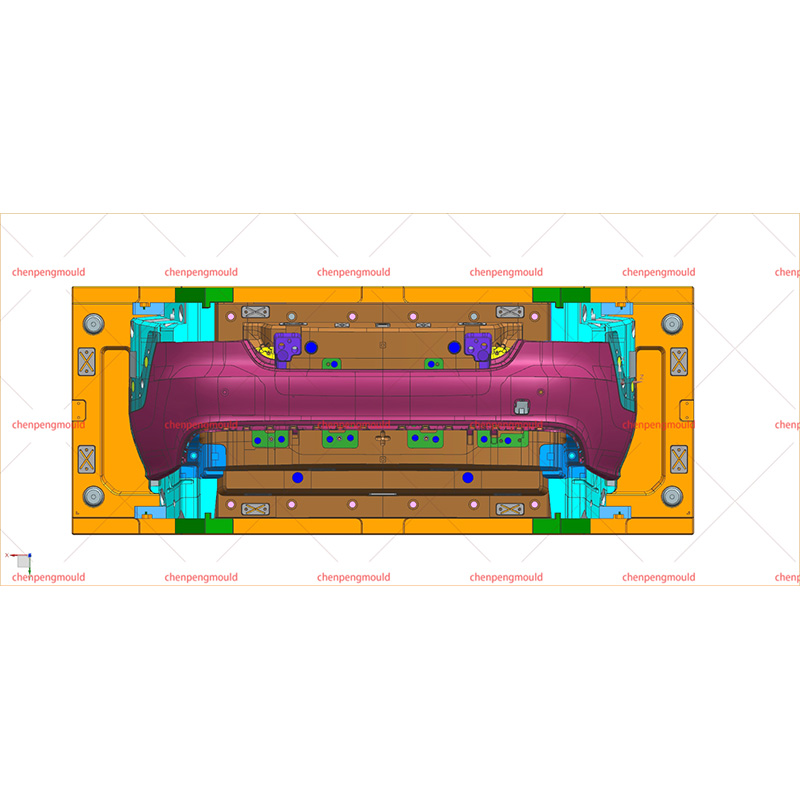
Cooling imbalance and temperature control issues
Cooling system design directly affects dimensional stability of bumper parts. A small deviation in cooling channel layout can generate significant deformation stress.
Technical observations:
- Mold cavity temperature too low increases internal stress
- Uneven mold temperature creates differential shrinkage
- Overly fast cooling traps frozen stress inside surface layers
Low mold temperature conditions may increase molding stress and cause deformation or cracking after demolding.
This is especially critical for large automotive bumper molds where heat dissipation is naturally uneven.
Ejection and handling stress during demolding
Cracks are not always formed inside the mold cavity. Some appear during part release due to mechanical force.
Risk factors during ejection:
- Insufficient draft angle causing scraping stress
- High ejector pin force concentrated on small contact points
- Uneven part shrinkage increasing mold sticking force
- Rapid mold opening speed causing sudden stress release
Micro-cracks generated at this stage often grow later during assembly or vehicle vibration use.
Surface defects evolving into structural cracks
Surface quality issues can gradually evolve into structural failure points.
Typical initiating defects:
- Flow marks indicating unstable melt flow
- Silver streaks caused by moisture or trapped volatiles
- Weld line weakness from incomplete fusion
- Gate blush indicating localized overheating
These surface anomalies may look cosmetic at early stage but often become crack initiation points under long-term stress cycles.
Material contamination and recycling ratio influence
Production cost pressure has increased the use of recycled materials in bumper moulding. However, inconsistent melt quality introduces unpredictable mechanical behavior.
Key risks:
- Regrind ratio too high reduces tensile strength
- Contaminated resin introduces weak bonding zones
- Moisture absorption in hygroscopic materials causes hydrolysis
Even small variations in material batch consistency can shift crack resistance significantly, especially in cold climates.



 +86-18357617666
+86-18357617666